
|
|
|
 |
 |
 |
You are not logged in. Would you like to login?

 1 of 1
1 of 1
![]() Offline
Offline
Hi. I was just directed to this site for the first time - how cool! I never knew you guys were here! My name is Jon and I have a champaign plan and a beer pocket book!
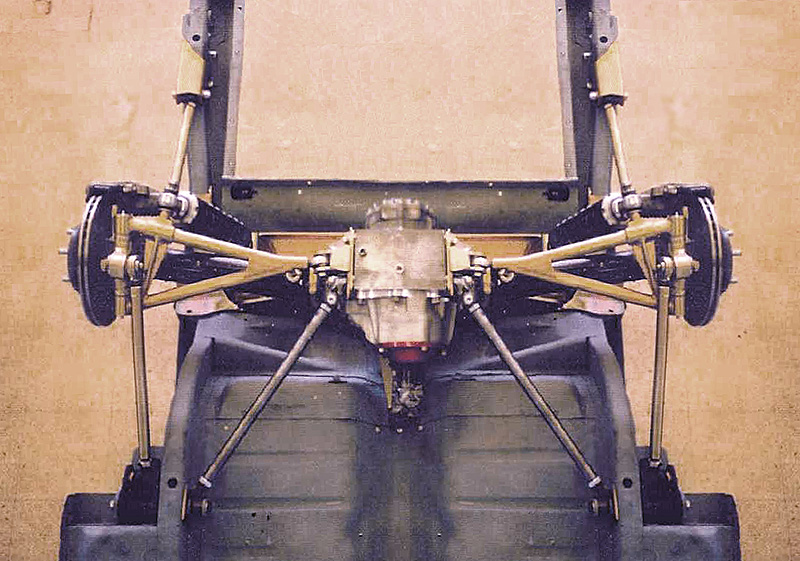
ive obtained a 8.8 center section from a conra terminator, an explorer rear diff cover, one complete set of terminator halfs, another set of terminator halfs sans inners, a pair of terminator knuckles. I have a tig welder, a mini mill, mini lathe, and took some calc. Yes, I'm serious about building my own IRS.
Here are some of my concerns/build issues;
There isn't enough meat on the cobra hubs to drill to 4.75x5 safely.
The bolts that run through the cross-axis bearings are small - 10mm stud I think.
The Pontiac which isn't assembled yet, is threatening over 500hp and I don't like the 28spline outters.
theres probably more, but that's just off the top of my head.
Im looking at dodge 1500 front hubs - 33 spline. And I also often look at 934 cvs. I'm not sure if I will be able to spline my own stubs - maybe. I don't think I can ever grind my own broach. See where Im going here? Everything must be built from common parts - sorry DSS, I can't afford it. And everything should be built to take it; worst case scenario; 600+hp, in a 3500lbs car, on a really sticky tire running over a rough track at high speed.
Thoughts, opinions?
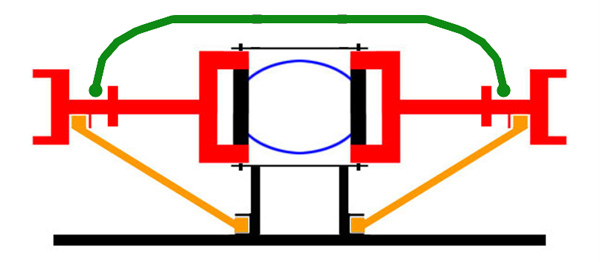
Also all solid spherical construction - noisy and sans deflection.
Last edited by NBF823 (1/16/2013 6:47 pm)
![]() Offline
Offline

NBF823 wrote:
Hi. I was just directed to this site for the first time - how cool! I never knew you guys were here! My name is Jon and I have a champaign plan and a beer pocket book!
First let me start by saying welcome to the forum!!! Just for my own curiosity, directed here from where? As the admin I am always curious how people find the forum. The info helps me to improve forum exposure.
ive obtained a 8.8 center section from a conra terminator, an explorer rear diff cover, one complete set of terminator halfs, another set of terminator halfs sans inners, a pair of terminator knuckles. I have a tig welder, a mini mill, mini lathe, and took some calc. Yes, I'm serious about building my own IRS.
Looks like a recipie for fun to me.
Here are some of my concerns/build issues;
There isn't enough meat on the cobra hubs to drill to 4.75x5 safely.
The bolts that run through the cross-axis bearings are small - 10mm stud I think.
The Pontiac which isn't assembled yet, is threatening over 500hp and I don't like the 28spline outters.
There are only three options I see for the bolt pattern the first would be to use a pattern changing ring and the second would be to find a hub with the correct spacing for another application and make it work. obviously if you can make option two work you will be much better off, but finding that "magic part" may take some doing. Third would be to change the front wheel pattern to match the rear. With the IRS parts being more exotic it is often times easier to modify the front hub to match the rear.
The 10mm bolts you speak of how many are there?? Just like with axle splines and thread count, quantity is more important than size. Not being an engineer I am not sure the math or how it exactly works but I know several small bolts working together can be much stronger than one big one.
With that much HP yes a bigger spline count will be better, but also you are going to have bigger issues avoiding wheel hop if you plan any hard launches. All the moving parts on an IRS help with cornering and reaction to road changes but under extreme loads the moving parts tend to want to jump around. Making sure your hub is well supported will play a big part in eliminating these issues.
I'm not sure if I will be able to spline my own stubs - maybe. I don't think I can ever grind my own broach.
The problem with cutting your own splines is two fold both relating to hardened steel. First of all working hardened steel will be a major challenge especially with a small mill. second if you do not have a way to reharden the steel the splines will be hard on the outside and soft in the groves. Hardening of pieces like axle shafts is only done on the outside and usually doesn't penetrate more than 1/8" or so. places that make shafts from scratch or to order have a way to harden the steel once the machining is done.
Again welcome to the forum. I can't weight to see how things progress.
![]() Offline
Offline
First let me start by saying welcome to the forum!!! Just for my own curiosity, directed here from where? As the admin I am always curious how people find the forum. The info helps me to improve forum exposure.
Thanks. I was actually at the chat section of ClubS12.org, which is a site fore Nissan S12s, which is another project car I have(R200 semi trailing arm IRS), when another member posted up the link to here While I was picking their brains for possible hub doners.
There are only three options I see for the bolt pattern the first would be to use a pattern changing ring and the second would be to find a hub with the correct spacing for another application and make it work. obviously if you can make option two work you will be much better off, but finding that "magic part" may take some doing. Third would be to change the front wheel pattern to match the rear. With the IRS parts being more exotic it is often times easier to modify the front hub to match the rear.
I am considering redrilling the fronts for a ford 4.5", but its not really what I want to do. The pattern changing ring isn't really an option for me as; 1 - I'm a little looney and already mill hub centric rings so a wheel mounts positively to the hubs(though its somewhat overkill), and 2 - the ford IRS assembly is .5" narrower than the stock Firebird axle(hub to hub), and I don't want to go wider than the stock axle width.
The 10mm bolts you speak of how many are there?? Just like with axle splines and thread count, quantity is more important than size. Not being an engineer I am not sure the math or how it exactly works but I know several small bolts working together can be much stronger than one big one.
The Mustang is a dual A. They don't have ball joints but more like spherical bearings, and these 10mm studs are the bolts that pass through - so yes there's two 10mm studs and the toe link - that's about all the locates each rear wheel.
With that much HP yes a bigger spline count will be better, but also you are going to have bigger issues avoiding wheel hop if you plan any hard launches. All the moving parts on an IRS help with cornering and reaction to road changes but under extreme loads the moving parts tend to want to jump around. Making sure your hub is well supported will play a big part in eliminating these issues.
I agree![]()
The problem with cutting your own splines is two fold both relating to hardened steel. First of all working hardened steel will be a major challenge especially with a small mill. second if you do not have a way to reharden the steel the splines will be hard on the outside and soft in the groves. Hardening of pieces like axle shafts is only done on the outside and usually doesn't penetrate more than 1/8" or so. places that make shafts from scratch or to order have a way to harden the steel once the machining is done.
Yes, I'm looking into it. I've been meaning to stop and talk to a few local machinists who I've had do work for me in the past, and I know they send stuff to be hardend. So, I know little about it, but Im working on that.
Again welcome to the forum. I can't weight to see how things progress.
Thanks, and be patient on the progress as this is a big project for me and I've already been collecting the mustang parts and plotting for over a year now, and I have yet to cut, weld, or mill a single component yet - actually I didn't even determine my a-arm lengths and calculate my camber and toe through out the suspension travel yet.
![]() Offline
Offline
This is a link that talks a lot about the mustang IRS if your interested and its not posted here elsewhere. I have the diff, halfs, and knuckles. You can sort of guess why ai thought I'd just build my own frame/diff carriage and A-arms. Well now im considering building my own knuckles for bigger splines and stronger joints also - I'm still cast iron on the knuckles in front, but overall, Im winning the war on unstrung weight vs the stock SRA without aluminum cobra rear knuckles if I go that route.
Last edited by NBF823 (1/23/2013 9:44 pm)
![]() Offline
Offline
Cutting hardened steel is not too dificult if you have a way to anneal the part, cut as desired then re heat treat to the hardness required.. Axle companys have been using this method to respline axles for years. The only draw back to removing the hardness would be that there is only so much carbon available in the steel to reharden it With all high carbon steel used in parts like stub axles, the quality of the hardness degrades a small ammount every time you anneal then reharden it because some carbon is lost in the anneal. If you cannot find out what alloy you have, pay attention to how the steel accepts anneal by rockwell testing and how it cuts when you machine it.. Even then with years of experience this method will only be a guess based on a knowlege of hardness and how steel of different alloys behave when cut. When in doubt of the steels carbon content the carborization method is normally used to reharden the part. Carburizing is usually considered to be more like a case hardening rather than fully hardening all the way through the part. In many cases it doesent matter. If the part is small enough carburizing hardens all the way through anyway. I have narrowed many 9 inch rear axles by annealing and rehardening with out failure. I have found that 28 spline ford axles fail at around the 500 hp level when the tires hook. Your results may vary.
When you cut hardened steel you donot make it soft. If you are working with a case hardened part you can cut through the boundry layer. All drive trane parts that are factory hardened will be homogenously hardened. The hardness makes cutting splines too difficult to be practical with out annealing. Thats the reason most shops heat treat after machine work is finished, not because the cutting effort softened the part. The steels composition will be the same until you raise the temp to 900 deg. F and above. This is the temp that steel begins to lightly golw in the dark but appears metal like in daylight.
If you take small cuts at a med-slo speed and coolant it is possible to work with hardened steel using carbide. With ceramic incerts you can cut High speed steel, bearing races, and nearly any thing up to the hardness of the ceramic its self provided you dont have a interupted cut. Your miny tool's should cut your stub's or flanges (provided they fit) hardened or not with ceramic incerts. Use a 10% higher speed 40% slower feed and your in business .If you are vague as to the proper speed to use in your machine tools, go to E-bay and find your self a feed and speed calculator. There layed out like a cardboard slide rule so there cheap and very useful for the hoby machinest.
Using ceramics requires incert holding tools. Unlike Highspeed steel and carbide here are no solid ceramic drills or endmills. There are however spade drills and indexable end mills available to hold incerts
Last edited by tyrellracing (1/24/2013 2:21 am)
![]() Offline
Offline
Thanks Tyrellracing! I couldn't ask for anything more in a response!
I took one manual machining course and I would like to go back for advanced manual machining and something that would smarten me up towards heat-treating. I wish I had your knowledge and experience - I'm truly impressed!
Your response shed a lot of light and is giving some better direction. It's greatly appreciated.
Thank you again.
Last edited by NBF823 (1/24/2013 8:50 pm)
![]() Offline
Offline

I can't afford it. And everything should be built to take it; worst case scenario; 600+hp, in a 3500lbs car, on a really sticky tire running over a rough track at high speed.
I'm not sure what type of track your talking about. But it would seem to me unless your drag racing you should be OK with stock. Why don't you go the stock route and see what happens before you start guessing where things will break?
Point two, maybe since you were going to modify and change the splines. Just buy new material and make all new larger diameter shafts.
What type of racing are you looking to do?
Ralphy
Last edited by Ralphy (1/27/2013 5:39 am)
![]() Offline
Offline
I'm not sure what type of track your talking about. But it would seem to me unless your drag racing you should be OK with stock. Why don't you go the stock route and see what happens before you start guessing where things will break?
Point two, maybe since you were going to modify and change the splines. Just buy new material and make all new larger diameter shafts.
What type of racing are you looking to do?
Ralphy
I may try it stock, but Ive been reading about the terminators for a while now, and these guys have questionable luck with the design. Also those would leave me with the ford wheel pattern.
I may make the whole shaft someday, but as that would be a lot of tooling, Im just focusing on the outter most part near the wheel and hub - the weakest part.
Nearest track is a road race course; BeaveRun. The car is to drive to and for under its own power. So its a street/track car. Best to make it strong I think - if I can.
Thanks
Jon
1 of 1